- نوسانات در روغن و طلا ممکن است فرصت بیشتری نسبت به خطر داشته باشد
- مهندسی بازار
- توابع بازاریابی
- بازار سهام امروز: معاملات سهام آسیایی عمدتاً پایین تر است
- چگونه می توان به حساب quinx وارد شد؟
- بیت کوین به ریال - نرخ ارز امروز
- چگونه با شاخص های قدرت گاوها و خرس ها معامله کنیم؟
- US20150120381A1 - پیش بینی تبلیغات همپوشانی خرده فروشی با استفاده از یک P-Norm بهینه شده - ثبت اختراعات Google
- راهنمای اصطلاحات رایج فارکس که باید قبل از معامله بدانید
- تجارت سهام: راهنمای مبتدیان

آخرین مطالب
امکانات وب


فرآیندهای مختلف جوشکاری تحت فشار در صنعت جوشکاری استفاده می شود. جوشکاری نقطه ای مقاومتی یکی از آنهاست. در این وبلاگ، فرآیند جوشکاری نقطه ای مقاومتی، مزایای آن و آنچه باید در نظر گرفته شود، توضیح می دهد.
جوشکاری نقطه ای مقاومتی یکی از پرکاربردترین فرآیندهای جوشکاری تحت فشار است. این فرآیند به طور کامل بدون استفاده از گاز محافظ و مواد پرکننده کار می کند. این باعث می شود که فرآیند جوشکاری نقطه ای نسبتاً ساده باشد. اصولاً این فرآیند را می توان به چهار مرحله تقسیم کرد.

جوشکاری نقطه ای مقاومتی - چگونه کار می کند
- قطعه کار را تراز کنید
برای اطمینان از بهترین نتیجه ممکن جوشکاری، دو قطعه کاری که باید به هم متصل شوند باید مطابق با آن آماده شوند. بنابراین، ورق ها از قبل تمیز می شوند و به طور دقیق روی یکدیگر قرار می گیرند. از این رو، درجه بالایی از دقت بسیار مهم است زیرا تصحیح خطاها پس از جوشکاری تقریباً غیرممکن است.
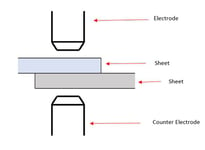
- الکترودها را وصل کنید
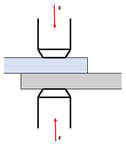
سپس دو قطعه کار بین دو الکترود قرار گرفته و به هم فشرده می شوند. از آنجایی که الکترودها رسانای الکتریسیته هستند، باید بتوانند بارهای الکتریکی و حرارتی بالایی را تحمل کنند. بنابراین، آنها معمولاً از مس یا آلیاژهای مبتنی بر مس ساخته می شوند.
- قطعات کار را گرم کنید
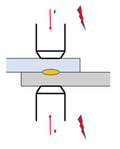
جریان الکتریکی از یک الکترود به الکترود دیگر و از طریق هر دو قطعه کار منتقل می شود. مقاومت الکتریکی قطعات کار، انرژی الکتریکی را به گرما تبدیل می کند. مایع سازی در ناحیه تماس اتفاق می افتد و دو قطعه کار به طور دائم به هم متصل می شوند.
- الکترودها را بردارید
پس از خنک شدن مواد و اتصال محکم هر دو قسمت به هم، الکترودها برداشته شده و در نقطه بعدی دوباره به هم فشار داده می شوند. این روش تا رسیدن به تعداد تکرار لازم تکرار می شود.
مزایای جوش نقطه ای
در میان چیزهای دیگر، راندمان انرژی بالا تضمین می کند که جوشکاری نقطه ای به خصوص مقرون به صرفه است. علاوه بر این، این فرآیند برای اتوماسیون بسیار مناسب است، که به نوبه خود بهره وری بالا را تضمین می کند و به کارایی هزینه کمک می کند. علاوه بر این، ماده پایه در معرض یک منطقه بزرگ تحت تأثیر حرارت قرار نمی گیرد و به دلیل گرمای جوشکاری اعوجاج اجزا به میزان قابل توجهی کمتر است.
زمینه های کاربرد و مواد مناسب
فرآیند جوشکاری نقطه عمدتاً برای پیوستن دائمی ورق های فلزی استفاده می شود. ورق هایی با ضخامت حداکثر 3 میلی متر را می توان بدون محدودیت با استفاده از جوشکاری نقطه به هم وصل کرد. با توجه به این واقعیت که این فرایند کاملاً مناسب برای اتوماسیون است ، اغلب در ساخت بدنه خودرو و ساخت وسایل نقلیه استفاده می شود. علاوه بر این ، صنعت الکترونیک نیز از این فرآیند استفاده می کند. در اینجا ، از جوش نقطه ای برای تولید خازن ها یا مجموعه های تماس رله استفاده می شود.
با جوشکاری نقطه ای نمی توان همه مواد را به همان اندازه خوب پیوست. به عنوان مثال ، باید با موادی که مقاومت حرارتی یا الکتریکی بالایی دارند ، مراقبت شود ، زیرا به گرما اجازه می دهد که به سرعت از بین برود. مواد با سختی زیاد نیز در مرحله خنک کننده ترک و شکستگی ایجاد می کنند. بنابراین در نظر گرفتن پارامترهای مربوط به جوشکاری مواد مختلف از اهمیت ویژه ای برخوردار است.
الکترودها برای جوشکاری لکه
خصوصیات مختلف مواد نیز نقش مهمی در انتخاب مواد برای الکترودها دارند. برای این منظور ، بیایید نگاهی گذرا به نمونه ای از فولاد و آلیاژهای مختلف Ampco Metal بیندازیم: برای فولاد خفیف ، AMPCOLOY® 972 برای مواد الکترود توصیه می شود ، زیرا فولاد خفیف دارای گرما و هدایت الکتریکی نسبتاً بالایی است. با این حال ، برای فولاد ضد زنگ ، AMPCOLOY® 95 برای مواد الکترود توصیه می شود ، زیرا فولاد ضد زنگ در مقایسه با فولاد خفیف از سختی و استحکام بالاتری برخوردار است.
علاوه بر این ، استانداردهای می توانند در انتخاب مواد الکترود مناسب کمک کنند. برای این منظور ، بیایید نگاهی گذرا به استاندارد اتحاد تولید جوشکاری مقاومت (RWMA) و کلاس های آنها بیندازیم:

برای کسب اطلاعات بیشتر در مورد جوشکاری مقاومت ، لطفاً راهنمای فلزی «AMPCO برای جوشکاری مقاومت و ضد پراکندگی» را بارگیری کنید
کتاب آموزش بورس...
ما را در سایت کتاب آموزش بورس دنبال می کنید
برچسب : نویسنده : محمود استادمحمد بازدید : 11
